|
|
您現在的位置 > 新聞動態
彎曲加工的注意事項 |
| 發布時間:2020/6/17 |
彎曲加工的注意事項
在彎曲加工中,為保證彎曲件的質量和模具的使用壽命,沖壓操作人員在彎曲模的安裝、調整和使用過程中還應注意諸多事項。
1.注意彎曲件的變形路徑
在彎曲加工過程中,操作人員應注意手不能進入危險甚域,此外還應注意彎曲件的變形路徑(特別是伸出模具以姊的毛坯端部的特長件),既不能使之進入操作者的位置區域,也不能與模具、壓力機等設備碰撞或于涉。
2.正確調整好彎曲模的間隙
彎曲模在裝配并安裝強題力機上試沖時,已經采用了控制間隙的方法來保證上、下模的相對位置,但在試沖后,彎曲件外側若出現拉傷,并有被擠薄和局部壓擠的現象,表明凸、凹模間隙過小或不均勻,此時應對間隙進行調整。
彎曲模間隙的均勻是保證彎曲件質量的關鍵。測量并調整其間隙是保證間隙均勻的前提。對直線段的彎曲間隙可直接用塞尺測量,根據測量結果對凸模或凹模進對于難以直接測量的彎曲件,如圖間隙法測量,即在安裝時,將直徑為4.6mm的熔絲,取數段放置在下模表面需檢測的位置,如圖5.13中的粗線段。直壁部分可掛在模口上。本用舞唐電源,只用手動將壓力機滑塊連接上模運動一個行程,取出放置的熔絲,逐點測器熔絲的璧厚,即是凸、匿模實際間隙值。然后根據測量結果,逐段進行調整。
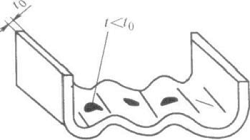
圖 難以直接測量間隙的彎曲件
對于間隙過小,間隙部位可采用成形磨削或鉗工銼修等方法進行修正;間隙過大剛只能更換零件。
3.彎曲作業時應清理干凈模具型腔
為準確調整好彎曲模間隙,在彎曲模調整時常使用間隙調整墊片等輔助用具,但在彎曲作業時應注意將彎曲模型腔清理干凈。如果忘記將聞隙調整的墊片等雜物從模具鷲腔中清理出去,則在沖壓過程中上模和下模就會在行程下死點位置劇烈撞擊,嚴重時可能損壞模具或壓力機。
若生產現場有現成的彎曲件,建議將試件直接放在模具工作位置上進行模具的安裝調整,調整時應嚴格控制上模下行的位置,這樣就可避免事故的發生。
4.彎曲加工應注意板料軋制方向
沖壓用的板料多為冷軋金屬且呈纖維狀組織,在橫向、縱向和厚度方向都存在力學性能的異向性。在縱向(纖維方向)材料有較大的伸長率和抗拉強度,在橫向(垂直纖維方向),材料延展性和抗拉強度均較差。因此,當彎曲線與纖維方向垂直時,材料具有較大的抗拉強度和延展性,外緣金屬纖維不易破裂;當彎曲線與纖維方向平行時,則由于抗拉強度較差而使外層纖維容易破裂。
在彎曲加工過程中,應注意板料的這種特性,當板料彎曲半徑較小,且精度要求較高時,則應采用板料彎曲線與纖維方向垂直進行彎曲;當板料彎曲半徑較大時。則主要考慮如何提高板材的利用率。
5.帶毛刺、捌痕的板面彎曲時應靠近凸模
彎曲件的毛坯都由沖裁或剪裁獲得,其切斷面上一般有光亮帶、撕裂帶和毛刺存在。若毛坯斷面過于粗糙或有較大的毛刺,且帶毛刺、劃痕豹板面放置在靠近凹模側,那么在彎曲過程中彎曲件的外層因受拉應力作用會出現應力集中,從而導致彎曲件從外側面破裂。因此,在彎曲時應將毛坯上的毛刺除去,或把有毛刺的一邊置于朝向凸模的彎曲內側。毛刺受壓可減少應力,這樣可減少彎曲破裂的可能。
|
|



